对于拉萨 焊管镀锌钢管品质保证产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的最佳方式。
以下是:拉萨 焊管镀锌钢管品质保证的图文介绍
②软化工件以便进行切削加工;③细化晶粒,改善组织以提高工件的机械性能;
④为最终热处理(淬火、回火)作好组织准备。
目的细化晶粒,均匀组织,消除内应力和加工缺陷,降低硬度,改善切削加工性能和冷塑性变形能力。用以细化中、低碳钢经铸造、锻压和焊接后出现的力学性能不佳的粗大过热组织。将工件加热到铁素体全部转变为奥氏体的温度以上30~50℃,保温一段时间,然后随炉缓慢冷却,在冷却过程中奥氏体再次发生转变,即可使钢的组织变细。球化退火用以降低工具钢和轴承钢锻压后的偏高硬度。将工件加热到钢开始形成奥氏体的温度以上20~40℃,保温后缓慢冷却,在冷却过程中珠光体中的片层状渗碳体变为球状,从而降低了硬度。等温退火用以降低某些镍、铬含量较高的合金结构钢的高硬度,以进行切削加工。一般先以较快速度冷却到奥氏体最不稳定的温度,保温适当时间,奥氏体转变为托氏体或索氏体,硬度即可降低。



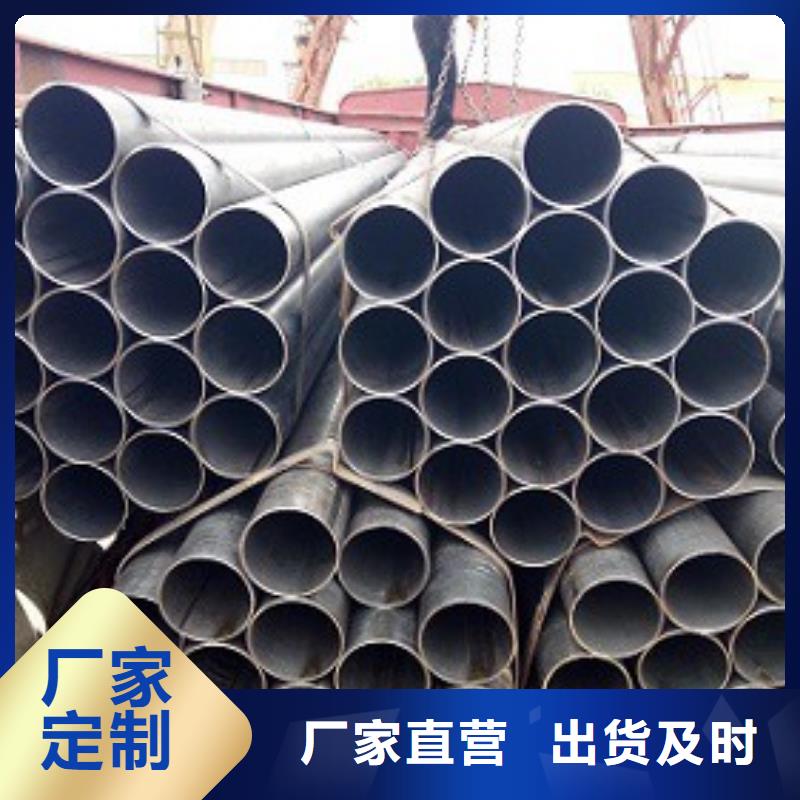
大口径直缝焊管主要生产流程说明:
1.板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首先进行全板超声波检验;
2.铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;
3.预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率;
4.成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形, 形成开口的"O"形
5.预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接;
6.内焊:采用纵列多丝埋弧焊(最多可为四丝)在直缝钢管内侧进行焊接;
7.外焊:采用纵列多丝埋弧焊在直缝埋弧焊钢管外侧进行焊接;



亿铭泰
有限公司是长期专注于 拉萨方矩管领域。本公司倡导“专业、务实、高效、创新”的企业精神,具有良好的内部机制。优良的工作环境以及良好的激励机制,吸引了一批高素质、高水平、高效率的人才。拥有完善的技术研发力量和成熟的售后服务团队。我们的宗旨是:“用服务与真诚来换取你的信任与支持,互惠互利,共创双赢!”我公司愿与国内外各界同仁志士竭诚合作,共创未来!


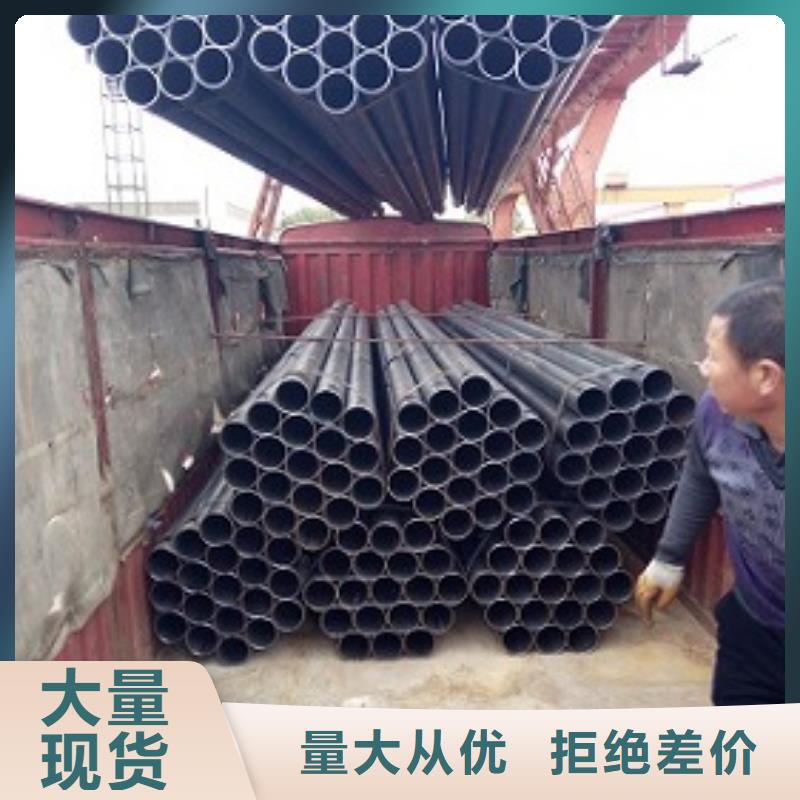
防腐蚀分:焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。按焊接方法不同可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等。按焊缝形状可分为直缝焊管和螺旋焊管。电焊钢管用于石油钻采和机械、制造业等。炉焊管可用作水煤气管等,大口径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。焊接钢管比无缝钢管成本低、生产效率高。
本公司坚持“诚为本、誉至上、科技兴厂、质量立业、追求卓越、致力发展、服务顾客、回报社会”的原则,建设以管理为基础,以顾客为中心,以科技为先导,以改进为动力的质量、誉型企业。公司设有完整的质量把关系统和客户服务系统,合格率达100%,努力达到客户满意。
众顺钢材有限公司主要销售直缝管,直缝钢管,直缝焊管,大口径直缝焊管,Q235B直缝焊管,直缝焊接钢管,Q345B直缝钢管。公司先后自动焊以及高端质量的德国JCOE大口径厚壁直缝钢管技术,专业销售直缝钢管线多条,具有科技含量高,销售范围广。







 扫一扫
扫一扫